
































According to the Stock Feed Manufacturers Association of Australia, the latest estimate of annual feed use in Australia is 13.0 million tonnes in 2015/16. This is equivalent to the cubic capacity of 6 large football stadiums.
Considering the lack of differentiation between many stockfeed products, it is a highly competitive market where industry rivals are continuously looking for ways to reduce costs, improve productivity and boost profitability. For this reason, their manufacturing processes are under continuous scrutiny and process optimisation is a key focus area.
The choice of equipment at stock feed manufacturer plants can have a material effect on the way their businesses operate and inefficient and outdated equipment can stifle productivity and growth.
Organisations wanting to remain competitive need to regularly evaluate the equipment they use to ensure that its fit for purpose, and for this reason, competitive advantages can be attained by engaging a specialist, such as Diverseco, that possesses high-level technical expertise and understanding of the industry.
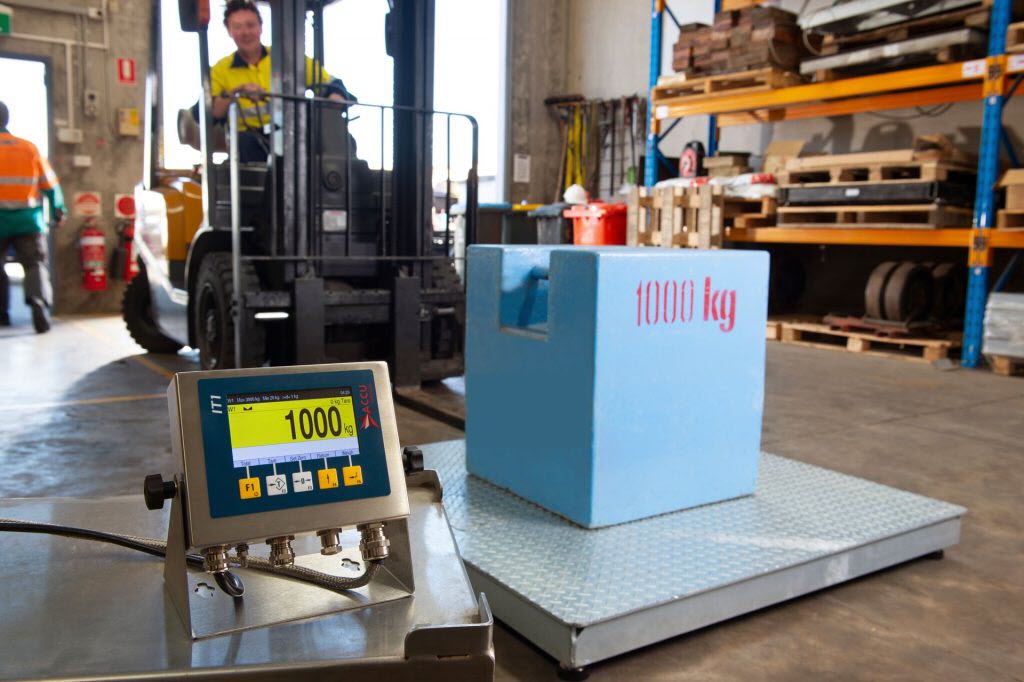
We can use the example of pallet scales (also sometimes referred to as floor scales) to illustrate how important the choice of equipment at control points is in the stock feed manufacturing industry. While pallet scales are an often overlooked, overloaded and neglected device, they are in fact an indispensable asset in any manufacturing operation.
Pallet scales, which weigh heavy inbound and outbound product shipments, are used for the fast capture of accurate and consistent weight measurement data that is essential for process optimisation. Why? Well, the capture of precise weight measurements at these control points is imperative in stock feed manufacturing processes, as this data is used to minimise product giveaway, acceptance of underweight manufacturing inputs, production downtime and other issues associated with the use of inaccurate weight data.
Considering the benefits that pallet scales can provide, the quality of the weighing devices being used should be a key consideration. Alas, some manufacturers purchase pallet scales on the primary criteria of price. This often proves to be a false economy, as inferior quality pallet scales are not manufactured to the robust standards required for such a demanding weighing application. For this reason, they often require repairing or replacing prematurely, which will cost the manufacturer money and time, and the readings they provide are likely to be inaccurate.
Renowned for their endurance, accuracy and ongoing reliability, Diverseco’s extensive range of pallet scales are available in a range of designs and that can cater for any application, including long-term use in weighing applications where shock loadings, side forces and torsional stresses are commonplace. Furthermore, Diverseco also supplies a range of fully programmable bulk weighing terminals that come complete with custom weighing functionality, data handling capabilities and high-level process controls that can be tailored to customer requirements.
So, if you are searching for new and improved ways to remain competitive one answer may be sitting at your feet. Contact the weighing experts at Diverseco to receive professional advice on how pallet scales can benefit your business.