
































Dry products can range from fine powders such as flour or cement to granular (such as sugar) to course but regular products such as seeds or dogfood to coarse and irregular products like chicken parts or wood chips.
A few products, such as pharmaceutical tablets are sold by piece count but most dry product is sold by weight. Any filler must, therefore, be able to achieve a consistent weight of product into the bag (or other package). Some fillers do this by measuring a specific volume of product. If the product density remains constant, this is an effective method. Any cook knows that after measuring out a cup of flour, a sharp rap of the cup on the countertop will cause settling and there will no longer be a full cup. This is one of the problems with volumetric filling. Product can fluff or settle, causing the density to change. Maintaining a consistent density when filling dry products volumetrically can sometime be challenging.
An alternative to volumetric filling is weight filling. When filling by weight, density doesn’t matter. The weight is always constant even if the volume changes. One thing to watch out for though when filling product to near the top of the bag is that some products may fluff enough that they can overflow. It may be necessary in these cases to add a vibrator to the bagging system to ‘ jiggle’ the bag during filling to help the product to settle.
Safety
Many fine dry products that we do not normally think of as dangerous can be highly flammable and/or explosive when mixed with air. Sugar and flour are two examples. Any bag filling system must be designed to minimize atmospheric product. A qualified safety engineer should always be consulted on any dry filling project. This engineer should review the entire system from bulk handling to final closed bag.
Product Giveaway
When the customer buys, say, a 10kg bag of dogfood, they expect the bag to contain at least 10kg. If they get a bit more, they may not care but the producer will since they are not getting paid for the extra. This extra is called ‘product giveaway’ or just ‘giveaway’ for short. It may not seem like much per bag but the increments can add up over time to a substantial amount of product.
Let us assume a bagging machine has an accuracy of +/-3% depending on product flow characteristics. If the filler is set to 10kg, some bags would be 9.7kg and others 10.3kg. The average weight would be 10kg but half of the bags would be underfilled. This is unacceptable for NMI legal for trade purposes. Therefore, to assure that every bag contains at least 10kg, the filler must be set to a target of 10.3kg. Some customers will get exactly 10kg while others will receive up 10.6kg. On average, every bag will contain 0.2kg of extra product.
Great for the customer, not so great for the producer. A bagging machine running 20 bags per minutes will produce over 9,000 bags per 8 hour day. The line will give away 2,700kg of product per day.
A more accurate filler, such as those manufactured by AccuPak, are rated at a maximum of +/-2% depending on product flow characteristicss, and could be set to 10.2kg and giveaway would be 1,800kg.
In general, accuracy is a question of money. More sophisticated, more accurate, bagging equipment will usually cost more. Some low value, low volume, products may not justify the added expense. When buying filling equipment it is essential to examine not just the price. The price is only paid once and is quickly forgotten. In addition to price, the buyer also needs to look at continued operating costs which are paid every day.
Filling by weight
In theory, filling by weight is a simple process. If done manually, the bag is placed on the scale, the scale is zeroed out (tared), and product is scooped or dosed until the desired weight is achieved. Initial doses can be pretty large and there is no need to pay much attention to quantity. However, as the container gets full, the amount added with each dose will need to be smaller and smaller to avoid overshooting the target. When filling manually, overshoot is not a problem, simply scoop some product back out. It is easy to get exactly the right amount of product in the container.
Doing this automatically at production speeds gets a bit more complex.
The bag, or other container, must be brought into the filling station onto the scale. If the bag weight is consistent, no taring is necessary. The bag weight is included in the target fill weight. The target weight for the 10kg bag of dogfood would be set for 10.2kg plus .1kg weight of the bag or 10.3kg total.
Not taring each bag may add a small bit of inaccuracy but taring each bag would take an additional ½ second or so, slowing the filling process as well as adding a small amount of additional complexity.
Once the bag is in position on the scale, product can be dispensed until the target weight is achieved. This is normally done by what is called ‘bulk and dribble’. The dogfood is dispensed into the bag at a high rate (bulk) until approximately 75% of the target weight is achieved. This set point, of course, depends on density of materials being dispensed. At this point dispensing slows way down (dribble) to slowly top off to the target weight.
There is another issue to be considered called ‘in flight’. When the target weight is reached, and the flow is stopped, there is still some product that has already been dispensed but has not yet reached the bag and been included in the weight. This is called “inflight” material. This can be minimized by using a slow dribble speed but at the expense of slowing the fill cycle. The amount of inflight can also be minimized by getting the shutoff as close to the bag as possible.
Most products flow fairly consistently. If this is the case, the amount of inflight should be consistent and can be programmed into the target weight. That is, product dispensing will stop before the target weight is achieved and the inflight will top it off to the target weight.
The above method is called ‘gross weight filling‘ as the total weight of bag and product is measured. AccuPak manufacturers and supplies a range of great range of industry-leading gross bagging equipment.
When higher accuracy is required, ‘net weight filling’ may be achieved using one of two techniques. Net weight filling means that the net weight of the product is measured rather than the gross weight of product and bag.
One technique is as described above. The bag is brought onto the scale and tared before filling.
Another technique weighs the product before placing it in the bag. The filler includes a weighing pan between dispensing and the bag. After each fill cycle the scale with pan is zeroed and product is fed, bulk and dribble, to the target weight as measured in the pan. The entire pan is then dumped into the bag and the next filling cycle begins.
A significant advantage to this technique is speed. In the gross weigh cycle described above, no filling can take place during the time that the full bag is exiting the filler and the next empty bag is positioned for filling. The net weight bag filler can fill almost continuously. As soon as the weighing pan is empty, and the dump gates closed, the next filling cycle can begin. This can double the bags per minute speed. Click here to discover more about AccuPak’s range of net weighing equipment.
Gross or net weight, whichever method is chosen, a key to good performance is matching the dispensing/filling mechanism to the product. Perhaps the simplest method is a bin with a pneumatic valve on the bottom. The valve is fully open for the bulk portion of the fill, partially closed for the dribble portion than fully closed until the next cycle. This will only work with free flowing product and may not be that accurate even then due to inconsistencies in flow rate.
A better way is to place a conveyor, vibratory or belt, under the hopper and dispense at a constant rate. Side confinements and a top scraper on the conveyor can force the product into a defined profile for more consistent discharge. Care should be taken not to let the scraper and guides compact the product. Bulk and dribble phases are achieved by varying the conveyor speed.
Screw conveyors can also be used.
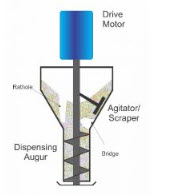
For some products an augur feeder may be recommended. Augur feeders use an augur screw to draw the product from the hopper and discharge it into the bag. They are often used on their own as volumetric fillers with the volume being a function of the number of rotations of the screw.
When used with a weight filler they are controlled by the scale, running as bulk rate to 98% then slowing for the final dribble. Augur fillers are especially advantageous with products that tend to clump or otherwise not flow smoothly. The augur forces a more consistent flow. Discover more about AccuPak’s range of augur fillers here.
Bridging and ratholing are problems that can occur with many dry products. The augur filler shown has an agitator or scraper blade to break these up as they occur. Other types of bulk hoppers may need vibrators to keep the product flowing smoothly.
Filling dry products only seems hard, it doesn’t need to be. Proper attention to the bagging equipment used along with consistent operation will improve productivity and reduce giveaway. That puts a smile on everyone’s face.
Auke de Ruyter de Wildt
AccuPak General Manager